


AMS 4940 Titanium Sheet, Strip, and Plate Commercially Pure Annealed, 25.0 ksi (172 MPa) Yield Strength (Composition similar to UNS R50250)
1 .1 Form
This specification covers one grade (Grade 1 ) of commercially pure titanium in the form of sheet, strip, and plate up through a thickness of 1.000 inch (25.40 mm) inclusive.
1 .2 Application
This material has been used typically for parts requiring the properties of titanium and good formability but not high strength, but usage is not limited to such applications.
3.1 Composition
Shall conform to the percentages by weight shown in Table 1; carbon shall be determined in accordance with
ASTM E1941, hydrogen in accordance with ASTM E1447, oxygen and nitrogen in accordance with ASTM E1409, and other elements in accordance with ASTM E2371 or ASTM E2994. Other analytical methods may be used if acceptable to the purchaser.

3.3条件
product shall be supplied in the following condition:
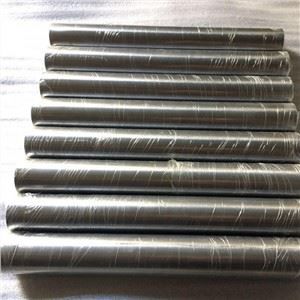
3.3.1 Sheet and Strip
Hot rolled with or without subsequent cold reduction, annealed, descaled, and leveled, having a surface appearance comparable to commercial corrosion-resistant steel No. 2D finish (see 8.4).
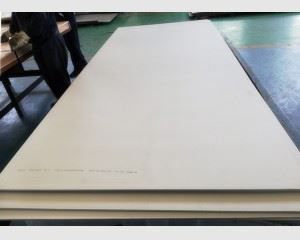
3.3.2 Plate
Hot rolled, annealed, descaled, and flattened, having a surface appearance comparable to commercial corrosion-
resistant steel No. 1 finish (see 8.4). Plate product shall be produced using standard industry practices designed strictly for the production of plate stock to the procured thickness. Bar, billet, forgings, or forging stock shall not be supplied in lieu of plate.
3.4 Annealing
Except as specified in 3.4.1, product shall be annealed by heating to a temperature within the range 1200 to 1500 °F (649 to 81 6 °C), holding at the selected temperature within ±25 °F (±14 °C) for a time commensurate with the thickness and the heating equipment and procedure used, and cooling as required to produce a product capable of meeting requirements of 3.5 (see 8.3). Pyrometry shall be in accordance with AMS2750.
3.4.1 Continuous Heat Treating of Sheet and Strip
Process parameters (e.g., furnace temperature set points, heat input, travel rate, etc.) for continuous heat treating lines shall be established by the material producer and validated by testing of the product to requirements of 3.5.
3.5 Properties
product shall conform to the following requirements:
3.5.1 Tensile Properties
Shall be in accordance with Table 2 for product 1 .000 inch (25.40 mm) and under in nominal thickness, determined in accordance with ASTM E8/E8M with the rate of strain set at 0.005 inch/inch/minute (0.005 mm/mm/minute) and maintained within a tolerance of ±0.002 inch/inch/minute (0.002 mm/mm/minute) through the 0.2% offset yield strain.

3.5.2 Bending
Product under 0.1 875 inch (4.762 mm) in nominal thickness, shall have a test sample prepared nominally 0.750 inch (19.06 mm) in width, with its axis of bending parallel to the direction of rolling. The sample shall be bend tested in conformance with the guided bend test defined in ASTM E290 through an angle of 1 05 degrees. The test fixture supports shall have a contact radius 0.010 minimum, and the plunger shall have a radius equal to the bend factor shown in Table 3 times the nominal thickness. Examination of the bent sample shall show no evidence of cracking when examined at 15 to 25X magnification.










 Português
Português عربي
عربي 日本語
日本語 한국어
한국어 Italiano
Italiano Deutsch
Deutsch Việt南
Việt南 русский
русский Español
Español Français
Français türkiye
türkiye